In today’s pharmaceutical and healthcare landscape, speed, compliance, and flexibility are critical success factors. Traditional facility projects are costly, complex, and slow — making it difficult for organizations to respond to market needs, scale capacity, or integrate new technologies quickly.
To address this, CopperTec and J&K Consulting GmbH have created a new class of deployable infrastructure:
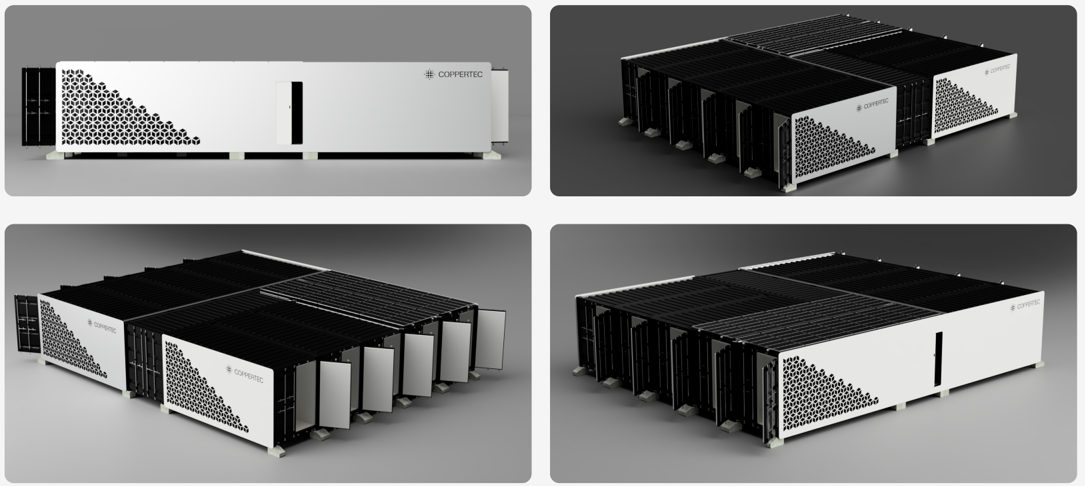
Mobile Business Units (MBUs) serving as Future Labs and Future Production Solutions.
These units deliver fully functional, GMP‑compliant, transportable laboratory and production environments — available wherever and whenever they are needed.
- Industry Challenges
Pharma and healthcare companies face increasing pressure to:
- Build and qualify GMP‑compliant environments faster
- Reduce time‑to‑market for new therapies
- Expand or relocate capacity without multiyear construction cycles
- Operate flexibly across regions and supply chains
- Secure scalable solutions for development, pilot production, and specialized manufacturing
The key question becomes:
How can a highly regulated industry remain agile without compromising quality and compliance?
The Solution: Mobile Business Units as Future Labs & Future Production Solutions
CopperTec’s Mobile Business Units provide plug‑and‑operate, high‑performance environments for both laboratory and production applications, including:
- Future Labs
R&D labs, analytics, cell‑based or plant‑based research spaces, Mother Plant Rooms, utility hubs - Future Production Solutions
Pilot manufacturing, clinical production, small‑scale commercial batches, controlled-environment processing
Key Features
- Rapid Deployment
Units can be delivered and installed quickly — no long construction timelines needed. - GMP‑Ready Design
Built for compliance with EU‑GMP and aligned with pharma‑grade environmental and process standards. - Modularity & Scalability
Units can be combined, expanded, relocated, or repurposed as needs evolve. - Controlled Environments
Integrated HVAC, climate control, and technical systems ensure consistent, validatable conditions. - Mobility Across Regions
Capacity can be shifted between sites or countries whenever needed.
Together, these capabilities enable highly flexible, future‑proof laboratory and production strategies.
For more information on CopperTec, click here.

We gladly be available for you. You can reach us through our contact page.